
Problem
Etter skjæring med gass eller laser der det utvikles varme er det stor sannsynlighet for at beleggtykkelsen i varmesonene vil variere.
Årsak
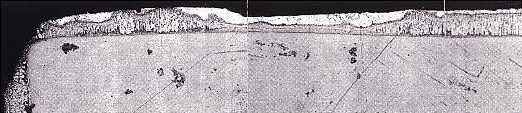
Ved lokal oppvarming kan silisiumet i stålet, i varmesonen, oksideres til silisiumoksid. Da det kun er fri silisium som påvirker jernzinkreaksjonen kan beleggtykkelsen i en varmesone bli forskjellig fra beleggtykkelsen på resten av detaljen. Et stål med Si-innhold på 0,18 %, som normalt vil ha en beleggtykkelse på 90 – 130 µm, kan i varmesonen ha tynt belegg, 60 – 90 µm, eller tykt, 300> µm, da det fri Si-innholdet kan være redusert ned mot 0, all Si oksidert til SiO2 , eller være innen > 0,03 < 0,14 %.
Identifisering
Kan være vanskelig å identifisere da man må vite følgende;
a) er stålet skjært med gass eller laser
b) stålets silisiumsinnhold
Forskjell fra beleggtykkelsen ellers på detaljen kan da bero på Si oksidering ved skjæring.
Muligheter til forveksling
Da forskjeller i beleggtykkelser alltid vil være i skjærekanter, er muligheter til forveksling små.
Tiltak
Slipe bort sonen som er anløpingsfarget. Som regel er den påvirkede sonen tynn og vil fjernes med runding av kantene. Dette er også fordelaktig for beleggets vedheft. Forskjellig beleggtykkelse i skjæresoner er ikke reklamasjonsårsak da dette ikke kan påvirkes av varmforzinkeren annet enn ved rådgivning. I henhold til standard skal beleggtykkelse måles minst 10 mm fra kanter og hjørner.
Ansvarlig
Den som skjærer/kunden, er ansvarlig for sliping av skjæresonen. Varmforzinkeren kan ikke påvirke resultatet.
Betydning for kunde
Belegget kan bli for tynt eller for tykt i forhold til standardkrav.