
Generelt
Når en konstruktion skal varmforzinkes, er der visse forhold ved dens udformning, man skal være opmærksom på. Derudover vil opfyldelsen af de krav, der normalt stilles til god bearbejdning, opsvejsning og hensyntagen til efterfølgende overfladebehandling også gælde for konstruktioner, der skal varmforzinkes. Visse detaljer kræver dog speciel opmærksomhed ved varmforzinkning:
• Størrelsen på zinkgryder. Grydens mål (billede 1) bestemmer størrelsen på konstruktionen. Indimellem kan dobbeltdypning løse problemet (billede 2), alternativt kan man samle konstruktionen efter varmforzinkningen.
• Boltesamlinger er at foretrække frem for en svejsning, eftersom svejsningen beskadiger zinklaget, som dermed skal repareres.
• Konstruktionens vægt. Varmforzinkeren har kun mulighed for at tage imod materialer, som truck eller kran kan klare.
Rene ståloverflader
En forudsætning for at få et godt resultat af varmforzinkning er rene ståloverflader. Forsøg at holde overfladen ren for maling, fedt, olie og tjære etc., da disse urenheder ikke fjernes ved bejdsning, men kræver ekstrabehandling som fx. affedtning, sandblæsning, afbrænding eller slibning. Forureninger kan være svære at opdage i tide, og hvis de bliver siddende, efterlader de sorte ubehandlede pletter, der kan resultere i, at omforzinkning må foretages på kundens regning.
Flamme-, plasma- og laserskæring giver overflader, som påvirker varmforzinkningen. Zinklaget kan blive for tyndt og vedhæftningen dårlig. Disse skårne kanter bør slibes eller rejfes før varmforzinkning.
Sikkerhedskrav
Varmforzinkning medfører, at materialerne dyppes i flere forbehandlingsbade og derefter i smeltet zink. Dette bevirker, at konstruktioner med lukkede hulrum som f.eks. rørkonstruktioner, sammensvejste flader og beholdere skal forsynes med synlige huller til dræning og udluftning. Manglende huller kan medføre, at konstruktionen eksploderer i varmforzinkningsbadet.
Bejdsesyre har en stor evne til at trænge ind gennem porer i svejsningerne. Når emnet dyppes i zinksmelten, vil indesluttede væskeansamlinger fordampe og forårsage opbygning af et stort overtryk, som kan medføre sprængning. Risikoen for alvorlige person- og materialeskader ved en sådan sprængning er meget stor.
Passende hulstørrelser er angivet i billede 3. Bemærk, at dette er minimumstørrelser, hullerne må meget gerne laves større, så længe konstruktionens styrke ikke forringes.
Hullerne skal placeres, så bejdsesyre og zink frit kan løbe ind og ud af konstruktionen uden at danne lommer (se billedmateriale).I tvivlstilfælde er det bedst at kontakte den virksomhed, der skal udføre varmforzinkningen, for at drøfte alternative placeringer og hulstørrelser.
Konstruktionsanvisninger
Følgende anvisninger er ikke nødvendige forudsætninger for, at varmforzinkningen kan udføres, men efterkommes de, bliver kvaliteten bedre og arbejdet lettes.
Håndteringsmuligheder
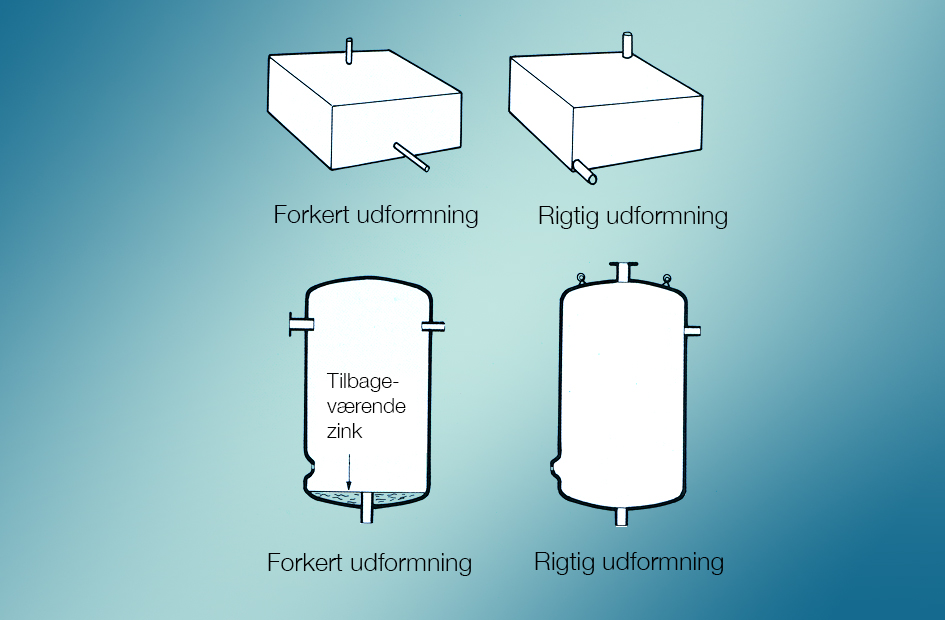
En større konstruktion bør opbygges af let håndterlige enheder, som sammenbygges efter varmforzinkning og helst ved brug af boltesamling. Om nødvendigt forsynes konstruktionen med løfteøje eller andre anhugningsmuligheder for dyppe-værktøjer. Rørstudse på beholdere skal placeres som på billede 4.
Indbyrdes bevægelighed
Dele, der skal være bevægelige i forhold til hinanden, bør monteres efter varmforzinkningen. Er dette ikke muligt, skal der være et mellemrum på 1 mm på hver side, dvs. 2 mm større end akslen.
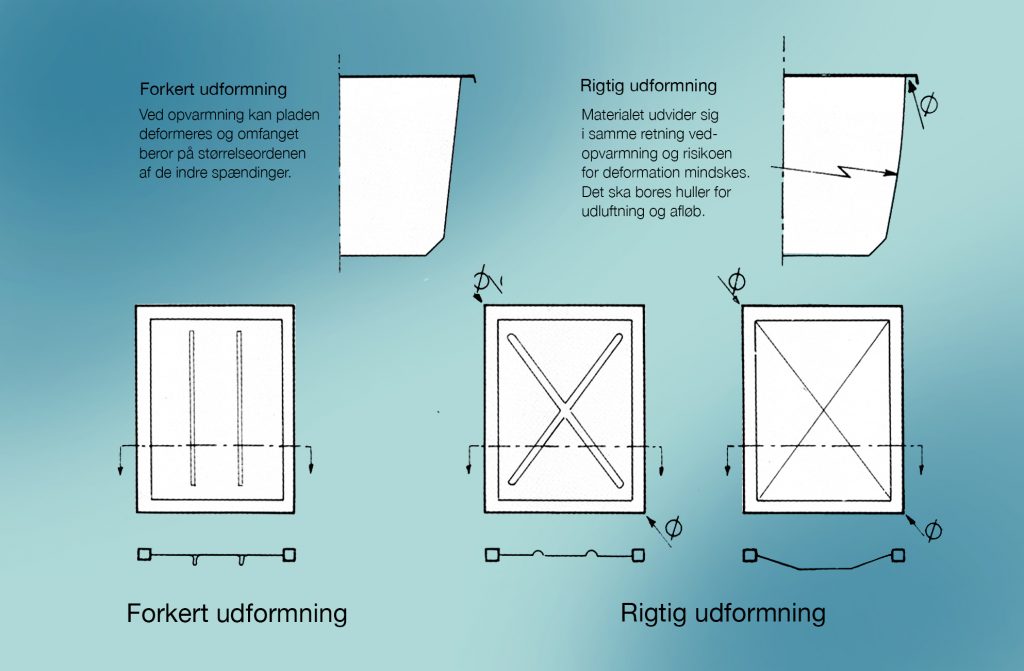
Undgå konstruktioner som kan deformeres
Sammensæt ikke konstruktioner med alt for store forskelle i materialetykkelse. Opvarmningen i zinkbadet vil være forskellig for forskellige godstykkelser og kan betyde, at konstruktionen deformeres. Store plane flader med pladetykkelser under 3-4 mm bør forstærkes (billede 6) for at formindske risikoen for at konstruktionen deformeres.
Undgå uens overflader og materialetyper
Nyt stål, stål med gravrust og støbejern kræver forskellig forbehandling og må derfor ikke svejses sammen. Zinkbelægningerne bliver også forskellig i lagtykkelse og udseende. Uberoligede og aluminiumsberoligede stål bør ikke svejses sammen med siliciumberoligede stål, idet overfladens udseende og lagtykkelse bliver forskellig.
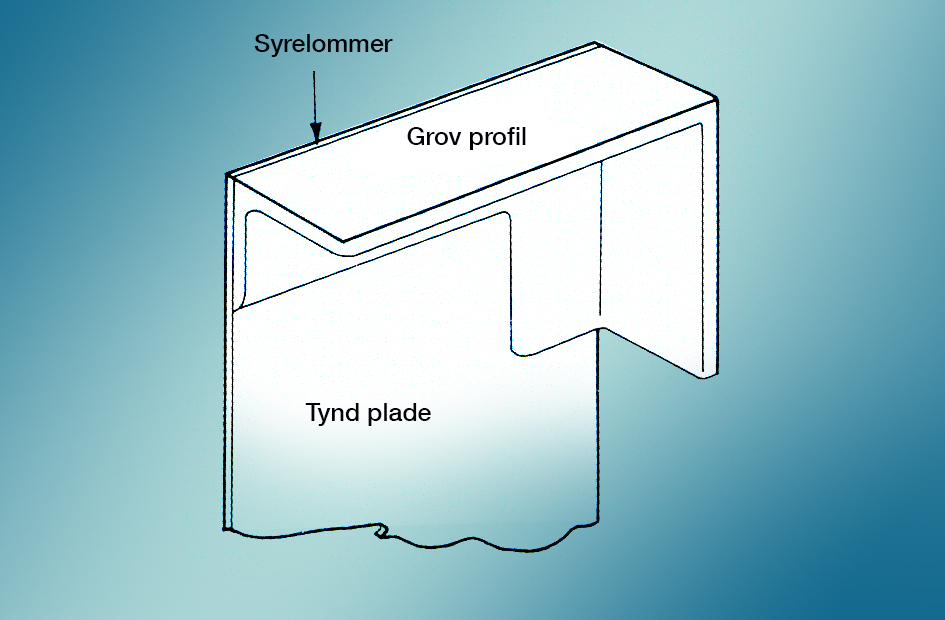
Undgå syrespalter
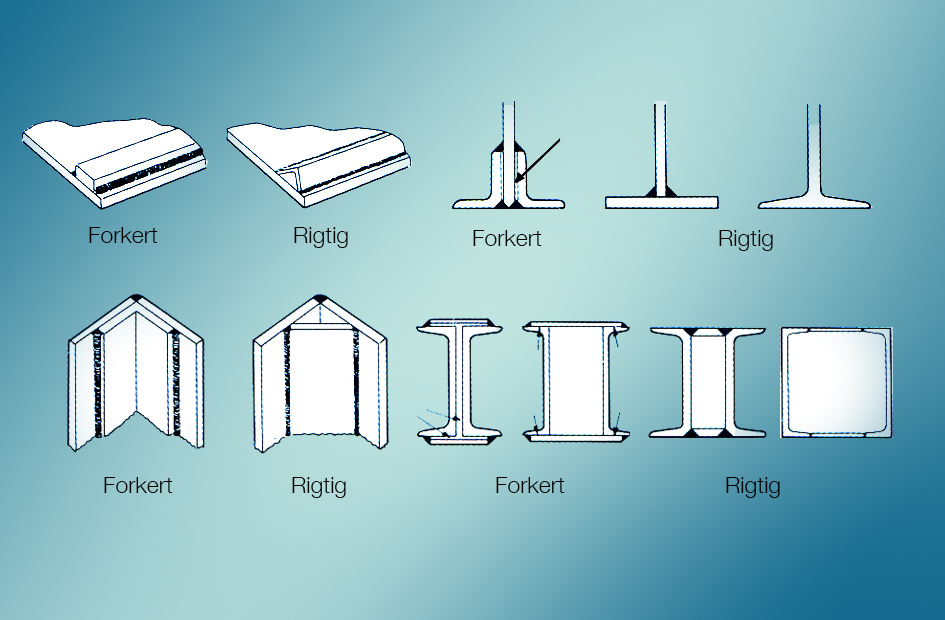
Konstruktioner skal udformes, så der ikke opstår smalle spalter, se billede 5 og 11. Er der trængt væske ind i en spalte, kan den ikke tømmes ud senere. Zink er mere tyktflydende og lægger ved varmforzinkningen et tyndt lag over åbningen.Dette lag tæres efter nogen tid af syre og jernsalte, og rustfarvet væske løber ud på overfladen og skæmmer udseendet.
Stumpsømsvejsning er i forzinkningssammenhæng bedre end overlapssvejsning. Udføres overlapsvejsning, skal hele fugen fuldsvejses, og det er vigtigt, at der ikke opstår porer. Er spalten mellem anlægsfladerne større end 100 cm2, skal der bores et hul til udluftning på grund af eksplosionsfaren, billede 7.
Støbegods skal have en jævn, tæt og sandfri overflade. Porer og huller kan virke som syrespalter og må ikke forekomme.
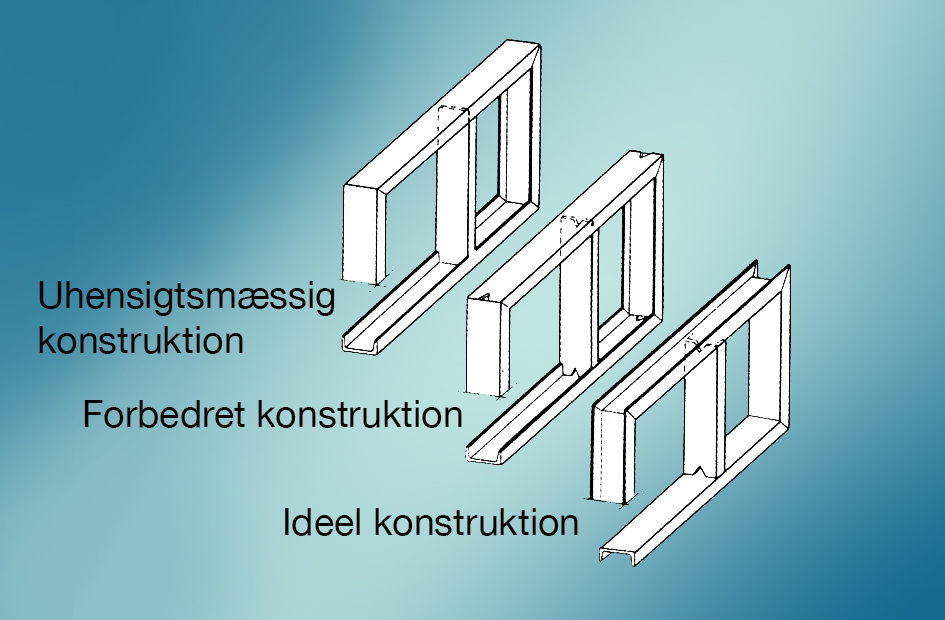
Undgå lommer
Udform konstruktionen, så der ikke dannes luftlommer, når den sænkes ned i bade og i zinksmelten, og ikke samler væske og zink, når den tages op (billede 8). Zink i udrænede lommer kan forårsage en ujævn overflade.

Emner med gevind
Udvendige gevind skal skæres med undermål, for at møtrikken kan skrues på efter varmforzinkningen. Passende reduktion af gevinddiameteren er angivet i standarden. Observér, at det er middeldiameteren, som bestemmer. Indvendige gevind skæres eller renses til nominelt mål efter varmforzinkningen. Zinkbelægningen på det udvendige gevind beskytter også stålet i det indvendige.
Mærkning
Midlertidig mærkning af materialer, der skal varmforzinkes, skal udføres med vandopløselige farver. Permanent mærkning kan gøres ved at stemple med bogstaver eller tal i stålet eller fastgøre en mærkeplade til emnet. Stemplingen skal være tilstrækkelig dyb, så den kan læses efter varmforzinkningen.
Svejsning
Svejsninger skal være fri for porer, som ellers vil resultere i syrespalter. Ved dobbeltsidig svejsning skal der svejses hen over pladeenderne, så væskerne ikke kan trænge ind i eventuelle spalter (billede 9) og der ikke kan opstå syrelommer.
Svejsemetoder, som ikke giver slagger, som MIG-svejsning, er at foretrække. Anvendes belagte elektroder, skal svejseslaggerne renses omhyggeligt af, da de ikke går af ved normal bejdsning, og ved varmforzinkningen efterlader sorte pletter på overfladen.