
Problem
Flamme-, laser- og plasma-skæring af stål før varmforzinkning vil medføre reduceret zinklagtykkelse på skærefladerne efter varmforzinkning, hvis stålet har højere siliciumindhold.
Årsag
Årsagen til den reducerede zinklagtykkelse er, at ståloverfladens indhold af opløst silicium reduceres væsentligt ved flamme-/laserskæringen, dels ved afbrænding og dels ved kemisk binding til ilt. Under varmforzinkningsprocessen er det kun ståloverfladens indhold af opløst silicium, der indvirker på belægningsdannelsen og forøger zinklagtykkelsen.
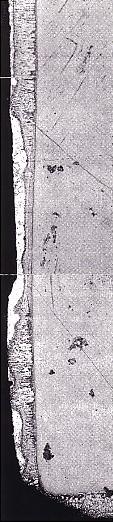
Efter varmforzinkning af et siliciumberoliget stål vil de flamme-/laserskårne kanter have reduceret zinklagtykkelse svarende til Iagtykkelsen, der opnås på et stål uden silicium.
Lagtykkelseskrav på min. 100 my lokalt (DS/ISO 1461, klasse B) kan således ikke overholdes.
Identifikation
Kontrol af belægningstykkelsen.
Kontrol af stålets indhold af silicium.
Risiko for forveksling
Bør ikke kunne forveksles med andet, da afvigelsen altid optræder på skærefladen.
Foranstaltninger
Lagtykkelsesreduktionen kan undgås, hvis man før varmforzinkning rensliber de flamme,laser- eller plasma-skårne kanter overalt, så kanten er glat og uden anløbninger.
Sandblæsning af de flamme-/laserskårne kanter vil medføre nogen forøgelse af zinklagtykkelsen i forhold til de ubehandlede skæreflader. Det er dog usikkert om lagtykkelseskrav på lokalt 100 my kan forventes overholdt generelt efter sandblæsning.
Når der stilles krav til belægningstykkelsen bør varmforzinkeren informere kunden om en eventuelle risiko eller tage forbehold ved tilbud eller ordrebekræftelse.
Ansvar
Kunden har ansvaret for at slibe oxideret stål bort fra skærezonen. Varmforzinkeren kan ikke gøres ansvarlig, da han ikke kan påvirke resultatet.
Konsekvenser for kunden
Lagtykkelseskrav på min. 100 my lokalt (DS/ISO 1461, klasse B) kan ikke overholdes på de flamme-, laser-, eller plasma-skårne kanter, der ikke er renslebne.