
Problem
Vid termisk skärning (gas, laser eller plasma) där värme utvecklas finns stor risk att skikttjockleken vid varmförzinkning kan variera i den värmepåverkade zonen. Skikttjockleken kan antingen bli för hög eller för låg i förhållande till kravet i standarden
Uppkomst
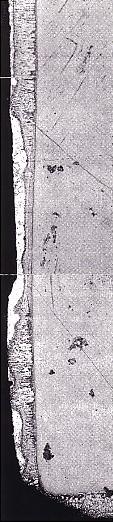
Vid partiell uppvärmning kan kisel i stålet i den värmepåverkade zonen oxideras till kiseloxider. Detta förändrar inverkan av kisel vid varmförzinkning, eftersom det endast är halten fri kisel som deltar i reaktionen vid skiktbildningen. Ett stål med 0.18 % kisel kan genom hel eller delvis oxidering av kisel i den värmepåverkade zonen antingen uppträda som ett aluminumtätat stål eller som ett Sandelinstål. Normalt skulle ett sådant stål få ett blankt skikt på ca 90-120 mikrometer, men pga oxidationen kan det antingen bli tunnare (60-90 mikrometer ) eller tjockare, (över 300 mikrometer) om halten fri kisel befinner sin inom Sandelinområdet.
Identifiering
Avvikelsen kan vara svår att identifiera, eftersom man måste känna till följande:
a) är stålet termiskt skuret?
b) vilket kiselinnehåll har stålet?
Avvikelsen från förväntad skikttjocklek kan bero på oxidering i samband med skärning.
Möjligheter till förväxling
Då avvikelsen alltid uppträder på skurna ytor brukar den inte förväxlas med andra avvikelser.
Åtgärder
Slipa skärzonerna tills det att eventuell anlöpningsfärg försvinner. I regel är den påverkade zonen liten och avlägsnas vid brytning av kanterna, vilket är till gagn för zinkskiktets vidhäftning. Det bör observeras att ändringen av skikttjocklek i skärzonerna inte kan åberopas som reklamationsorsak eftersom varmförzinkaren inte kan påverka detta annat än genom rådgivning. Dessutom ska man enligt standarden mäta på ett visst avstånd (10 mm ) från hörn och kanter, då en lägre skikttjocklek i dessa områden skyddas av omkringliggande zink. (Jfr med klippkanter på kontinuerligt förzinkad plåt).
Ansvarig
Kunden ansvarar för bortslipning av oxiderat stål från skärzonen. Varmförzinkaren kan inte bli ansvarig eftersom han/hon inte kan påverka hur stålet skurits och därefter slipats.
Inverkan för kund
Om kunden inte slipar skärzonen kan korrosionsmotståndet bli sämre i skärkanterna, men för det mesta klarar omgivande zink att skydda dessa områden katodiskt.